铸铁平台研制开发**部采用CAD/CAM技术。加工工艺:实型模型及工装→实型铸造→铸件人工时效处理→粗加工→二次人工时效→精加工→人工刮研→检验合格→包装。
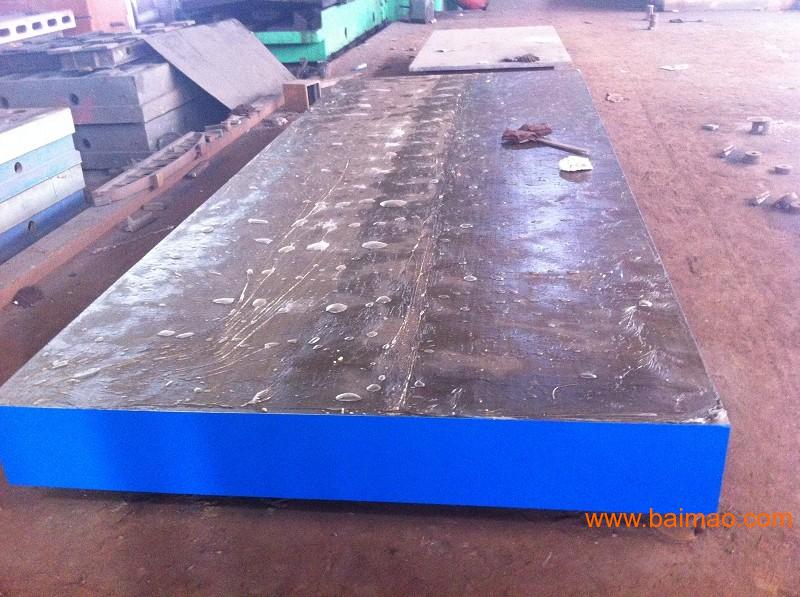
铸铁平台工作面采用刮研工艺,工作面上可加工V形、T型、U型槽、燕尾槽、和圆孔、长孔等。
校准平台设计、安装、调试、验收均按**“JB/T7974-1999”和JB/T7975-1999检定标准及企业内控标准执行。
产品制成筋板式和箱体式,工作面有长方形、正方形或圆形,材料HT200300,QT400-600,ZG15-45。
平台是用于工件检测或划线的平面基准量具。铸铁平台安装就调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃,使用时应避免振动。
铸铁平台铸造碾砂过程的控制
型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。
湿型砂应采用粒度在55/1O0、75/150、100/200的多角形或圆形的天然石砂,这样可以获得较好的表面强度和抗夹砂性。在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可提高抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的量具铸件。型砂的水分定为6%左右,以使其具有较好的综合性能。
严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。
铸铁平台是机械加工制造的**工具之一,是检验精密工件平面度,平行度,直线度等形位公差的测量基准,也可用于工件的划线,铆焊 ,设备装配,试验设备基础等工作,铸铁平台工作面采用刮研,研磨,精刨等处理工艺。泊铸量具**铸铁平台生产及研发20余年,是铸铁平台使用单位的厂家。
铸铁平台是机械加工制造的**工具之一,是检验精密工件平面度,平行度,直线度等形位公差的测量基准,也可用于工件的划线,铆焊 ,设备装配,试验设备基础等工作,铸铁平台工作面采用刮研,研磨,精刨等处理工艺。精恒机床**铸铁平台生产及研发20余年,是铸铁平台使用单位的厂家。了解更多详情信息欢迎登录网址:**pbzzlj**/